10
Aug
塑膠精密高壓熱塑成型(公模)和塑膠精密高壓熱塑成型(母模)塑膠厚板精密高壓熱塑成型
對於塑膠精密高壓熱塑成型,受熱的塑膠板材只有一面與精密高壓熱塑成型模具接觸,這樣,塑膠板與模具相接觸的面就具有與精密高壓熱塑成型模具完全相同表面輪廓。而成型未接觸面的輪廓和尺寸就只有取決於塑膠板材料的厚度。根據成型材料與成型模具的接觸面的不同,精密高壓熱塑成型過程可分為公模和母模精密高壓熱塑成型。
精密高壓熱塑成型公模成型原理及過程如下圖所示。
本精密高壓熱塑成型法對於製造塑膠板壁厚度和深度較大的塑膠外殼比較有利。
本精密高壓熱塑成型的主要特點是:與精密高壓熱塑成型 公模成型法一樣,模具內壁貼合的一面質量較佳,外觀成型結構上也比較細緻,表面尺寸較精準。塑膠板壁厚的最大部位在母模的頂部,而最薄部位在公模側面近底面交界處,該部位也是最後成型的部位,塑膠製品側面常會出現拉伸和冷卻的條紋,造成條紋狀的原因在於塑膠板各部分貼合模具的時間有先後之分。先與模具表面接觸的部分先被模具冷卻,而在後續的相關接觸過程,精密高壓熱塑成型拉伸行為較未冷卻的部位弱。這種條紋通常在接近模具面頂部的側面 處最高。

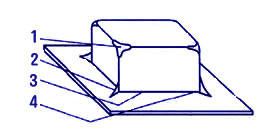
精密高壓熱塑成型母模成型源理及過程如下圖所示。
塑膠精密高壓熱塑成型母模成型生產的製品與模具內壁貼合的一面表面質較佳,外觀結構上也比較細緻,成型厚塑膠板壁厚度的最厚部位在模具底部,最薄部位在模具側面與底面交界處,而且隨模具深度的增大,塑膠外殼底部轉角處的厚度就變得更薄。因此精密高壓熱塑成型母模法不適於生產深度很大的外殼。
母模精密高壓熱塑成型

====================
精揚塑膠 Http://塑膠工廠.tw
聯絡電話:(049)252-0743
傳真號碼:(049)252-0736
聯 絡 人:魏先生
E-mail:b318691@ms27.hinet.net
聯絡地址:彰化縣芬園鄉員草路一段97號
====================
塑膠射出模具製造 精密塑膠射出製造廠商 塑膠射出廠
精揚塑膠 Http://塑膠工廠.tw
聯絡電話:(049)252-0743
傳真號碼:(049)252-0736
聯 絡 人:魏先生
E-mail:b318691@ms27.hinet.net
聯絡地址:彰化縣芬園鄉員草路一段97號
====================
塑膠射出模具製造 精密塑膠射出製造廠商 塑膠射出廠